













Tel :
+86-15905996312Email :
machine@hongancn.com
Tel :
+86-15905996312Email :
machine@hongancn.com

Shunhao Factory offers good quality machines and dependable after-sales service. Below is a straightforward guide to help you troubleshoot and maintain your automatic melamine tableware polishing machine. If the material extraction system isn’t functioning properly, follow these steps to identify and resolve the problem. Step 1: Inspect the Iron Sheets on the Suction Rail Examine the two iron sheets located on the suction rail. These sheets interact with the machine’s sensors, so proper alignment is essential. Measure the gap between the bottom of the iron sheet and the bottom of the copper sheet on the suction assembly. The ideal measurement should be between 22 and 22.5 cm. - If the distance exceeds 22.5 cm, the material pick-up may be misaligned. - If it’s less than 22 cm, the suction assembly might collide with the top, causing damage. Step 2: Verify the Relay Functionality Inspect the relay linked to the sensor. When the iron sheet rises during the extraction process (within the 22–22.5 cm range), the relay should activate and light up, confirming it’s operational. - If the relay fails to light up, it may be faulty and require replacement. By following these steps, you can efficiently address material extraction issues and ensure your machine operates smoothly. For additional support, reach out to our customer service team—we’re always ready to assist! Contact Mobile: 86 159 0599 6312 Email: machine@hongancn.com
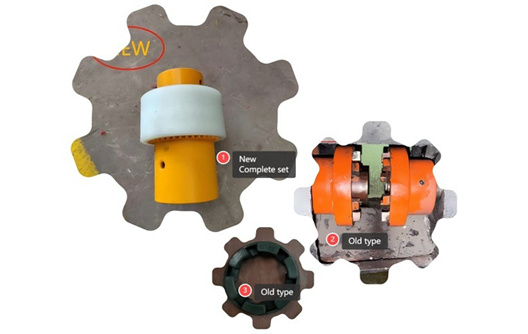
In the production process of melamine tableware, the proper maintenance of the melamine tableware molding machine is of utmost importance. Among all machine components, the coupling, mainly used to connect the motor and the oil pump, functioning as a buffer during the operation of the molding machine. Therefore, the maintenance of couplings is very important. As the automatic melamine ware molding machine operates at high speeds daily, the screws of the coupling may occasionally loosen. Therefore, for customers or technicians who are operating Shunhao brand melamine tableware making machines, it is highly recommended to conduct regular inspections of the coupling. Here are some key maintenance points arranged by Shunhao Melamine Machine and Mould Factory. 1. Screw Tightening: Once you notice that the screws of the coupling have become loose, it is essential to tighten them immediately. Loose screws can lead to instability during operation and may even cause more serious damage to the machine components. 2. Rubber Cover Inspection: Regularly check whether the rubber cover connecting the coupling has aged. If the rubber cover shows signs of aging, it must be replaced promptly. Aging rubber covers are prone to breakage, which can cause the couplings to rotate against each other, resulting in damage to the coupling. In 2022, SHUNHAO melamine tableware machines were updated with new - material cover to protect the couplings. As shown in the picture, 1 is New Complete Set: new material cover with updated structure coupling. Moreover, it is compatible with SHUNHAO's previous machines. Thus, if customers have the need to update new component, they can purchase the durable coupling with new cover type. 2 and 3 are Old Types: The rubber cover with couplings has been used in other machinery factories for more than 20 years, but easy to damage. In conclusion, SHUNHAO suggests customers to update newly developed coupling with new cover type which is more durable. Meanwhile, it’s necessary to check screws of the coupling to ensure the long term operation.

When you look at the PLC, you may think so many parameters need to be adjusted; the production of melamine tableware seems to be a complicated production process. However, after several months of operation, the important parameters can be summed up very easily. 1. Adjust the distance of rising and turning slowly before close the mold. 2. Adjust the molding time according to the size of the product. 3. Adjust the temperature. It’s adjusted according to different raw materials. 4. Adjustment of exhaust distance, exhaust wait, and exhaust time. 5. Adjustment of the decal time (almost the same, only fine-tuned). 6. Adjustment of the glazing powder time (almost the same, only fine-tuned). Today Shunhao Factory will introduce the first one: The distance adjustment of the rising and slowing down before the mold is closed. Firstly, look at the picture below, it can be adjusted on the stroke plate of the machine. There is a proximity sensor behind the stroke plate. The button for rising and slowing down can be adjusted up and down. a. When the button is close to the proximity sensor, and the light is on, indicating that the position starts to work from fast to slow. b. After the raw material is on, the operator presses the CURING button, and then the machine starts to rise rapidly to close the mold. The operator adjust this button to decide where to turn slow. Shunhao will continue to give some examples for you to know more clearly. Plate Making Raw materials run faster in plate mould then the button for rising and slowing speed can be adjusted downwards to close the mold as soon as possible. Deep Bowl Making Raw material needs more time to fill the entire cavity of the deep bowl mould, then the mold needs to be closed slowly, and the mold should be fully closed when the raw material has filled the entire cavity. If the mold has been completely closed before the raw materials have filled the mold, then there will be a problem: the oil pressure gauge shows that the pressure keeps dropping, although the mould is completely closed. Therefore, those buttons on the stroke plate on the right side of the machine are very useful. We can fine-tune the action to make the machine and mold perfectly matched, which is also an advantage of extending the service life of the machine. We hope this article is useful to you, please continue to support Shunhao Machine and Mould Factory!

High-frequency preheating machine plays a vital role in the production of melamine tableware. The melamine powder preheating by HF preheater can enhance the fluidity of the powder, shorten the die-casting time of the melamine molding machine, improve the smoothness of the finished product, save the amount of melamine powder, and extend the life of the melamine compression mold. In order to ensure normal production, Shunhao Factory has sorted out the situations and solutions that may be encountered during the use of the HF preheater. There are 8 situations as follow. 1. The power light is off or flickering, and the control transformer is broken. Replace the control transformer. 2. The high pressure is turned on, the air switch is protected (tripped), and the electronic tube is broken. Replace the electronic tube. 3. The power light is off, the fan works normally, but the wind pressure switch fails to close, the anode heat sink of the electron tube is blocked by dust, and the wind blown by the fan fails to blow the wind pressure switch. Use the air gun to blow away the dust. 4. Turning on the high frequency will interfere with the temperature control. Adjust the position of the inductance, and the degree of tightness. 5. When the anode current is too large when working. Adjust the air capacitance distance of the oscillation chamber. The closer the current is, the larger the current, and the farther the smaller, which is basically maintained at about 21 mm. 6. When the machine sparks in the heating chamber, the upper cover will automatically open and the buzzer will alarm. First use an air gun to remove the metal impurities in the heating chamber, and clean the ignition area with alcohol. 7. The heating frequency is low. Adjust the pole rate, and adjust the hole position of the large inductance. 8. The anode current gradually increases, and the electron tube is damaged. Replace the electron tube. More about “The Troubleshooting for Preheating Machine”, please visit our website or click the title for details.

Today Shunhao Mould Factory will share the selection criteria of 718 mould steel for tableware factories and now announce the precious information to the public. 1. When the hardness requirements of the selected 718 mold steel are made, the hardness range that produces temper brittleness should also be avoided. The first type of temper brittleness of carbon steel generally occurs at the lower limit of the above-mentioned temperature range, about 250°C, while that of alloy steel occurs at the upper limit temperature of about 350~300°C. 2. Considering from the perspective of preventing cracking, certain requirements should be put forward for the selection of materials. Alloy steel has better harden ability and allows quenching in a slower cooling medium. The thermal stress and structural stress are relatively small, so the cracking tendency is also small. Carbon steel has poor harden ability and is prone to overheating. The structural stress and thermal stress during quenching are large, so the cracking tendency is also large. 3. The pursuit of the highest hardness value for the selected steel grade requires the designer to reasonably formulate practical technical conditions based on the service performance and the selected steel grade. For the high cost or complex structure of the 718 steel mold, when the heat treatment is difficult to meet the technical requirements, the technical conditions should be temporarily changed, and those requirements that have little effect on the service life should be appropriately relaxed, so as to avoid multiple repairs and waste products. For those molds with complex forces and heavy loads during work, clear technical conditions should be put forward according to specific needs. 4. In addition, it is necessary to strengthen the inspection and management of raw materials to prevent 718 mold steel from cracking due to raw material defects. When select mold steel, Shunhao Melamine Molds Factory will comprehensively consider both technical and economic aspects, not only to meet technical requirements, but also to be economical and durable. 718 mold steel is the most popular type of steel used in melamine tableware factories. Shunhao Mould Factory not only guarantees the quality and service life of the melamine press moulds in terms of technology and material selection, but also takes into account the production needs of tableware factories, which has won much trust and affirmation from customers. For more information about the characteristics of 718 mold steel, melamine compress molds and other information, please consult online for free! Email: machine@hongancn.com Contact Hot line: +86 15905996312

High frequency preheating machine is widely used in the molding industry, such as semiconductor discrete electronic components, integrated circuits, motor commutator, and melamine imitation porcelain tableware, plastic electric appliance, etc. Advantages: The heating by High Frequency Preheater can increase the strong liquidity, shorten the casting time, eliminate stress in materials, eliminating water lines and improve the finished products’ bright and clean degree, save material dosage, extend the die life. Today Shunhao Factory will share with you the common problems and troubleshooting you may meet in operation. The cover doesn’t open 1.The panel power light does not light up, and the fan does not work Inspection scope: fan and fan capacitor, isolation transformer, 3A fuse and power supply. 2. The panel power light is off and the fan is working Inspection scope: wind pressure switch, control transformer, and whether the power supply lacks phase. 3. The panel power light is on and there is no reminder to open the cover Inspection scope: WR main control relay, MSI AC contactor. 4. The panel power light is on and there is a reminder to open the cover. Inspection scope: motor and motor capacitor. The cover doesn’t close Inspection scope: 2TR time relay, shutdown button, ZR anti-extrusion relay and its wiring, OCR anti-overcurrent relay and its wiring, MR reset relay and its wiring, WR main control relay and its wiring, start button, 4TR time relay, The motor and its motor capacitance. Automatic cover opening after high frequency is turned on 1. Disconnect the wire from the silicon stack to the electron tube, if the test machine jumps out Inspection scope: silicon stack, high voltage transformer. 2. Disconnect the wire from the silicon stack to the electron tube, if the test machine does not jump out to open Inspection scope: in the oscillation chamber (500pF capacitor, 300pF capacitor, electronic tube, 4kΩ resistor). The alarm will automatically open the cover after the high frequency is turned on Inspection scope: ignition on the work surface, ignition in the oscillation chamber, OCR overcurrent protection circuit and the scope of items A and B mentioned in the previous article. Suggestions for Choosing Preheating Machine ▲150 tons-250 tons melamine molding machine: 5KW/7KW preheating machine ▲Machines above 300 tons level: 10KW preheating machine ★ Canon tube is the main part of the preheater machine, which is originally imported from Japan. Top quality of the melamine preheaters machines. Welcome to buy from Shunhao Company!

In order to make sure that the high-frequency preheating machine can play a stable role in production, to reduce unnecessary repairs and reduce maintenance costs, the following maintenance measures need to be implemented. Shunhao Machine and Mould Factory 1) In the process of convenient use, the air gun is often used to clean up the dust and debris in the working space. 2) Regularly (at least once a month) use an air gun to remove dust and impurities in the oscillation chamber, working room, and lower cabinet. 3) Regularly (at least once a month) wipe the electrode roller and edge plate in the working chamber with a volatile solvent (such as toluene). 4) Regularly (at least once a week) check whether the phosphor copper sheet around the upper cover is in good contact with the yellow corner copper. If there is blackening or oxidation, it should be polished in time. 5) Regularly (at least once a week) check whether the position of the connecting rod flywheel is deviated. Under normal conditions: when the upper cover is closed, the flywheel hole is directly above; when the upper cover is opened, the flywheel hole is directly below. If it deviates, please adjust the corresponding micro switch in the chassis in time. 6) Clean the air inlet filter of the whole machine regularly (at least once a week or a month depending on the site conditions). 7) After turning on the power every day, turn off the "High Pressure", and the machine will run a cycle work program without load before entering work. Preheater machine is good for the melamine moulding compound, can save the heating time in the molding machine, and also remove the water from the powder. The most popular model is 5KW for 150 tons / 200 tons melamine molding machine, and 10 kw preheater for 300 tons / 400 tons / 500 tons or higher press machine. Shunhao machines factory supplies the ensured quality with CE certification preheaters.

The structural design and process of the mold are the foundation of the mold, and the sophisticated process and reasonable mold structure ensure the life of the mold to a certain extent. Shunhao Machine and Mould Factory has several years of experience in melamine tableware compression molds making and has been served for lots of customers home and abroad. For the prevention of mold damage, the molding making is better to follow the following three aspects. 1. Good casting structure design The wall thickness of the castings should be as uniform as possible to avoid hot spots and reduce the thermal fatigue caused by the local heat concentration of the mold. The corners of the castings should have appropriate casting fillets to avoid stress caused by sharp corners on the mold. 2. Reasonable mold structure design Each component in the mold should have sufficient rigidity and strength to withstand pressure without deformation. The wall thickness of the mold must be sufficient to reduce deformation. The gating system is designed to minimize the impact and erosion on the core. Correctly select the tolerance and surface roughness of each component. Maintain the thermal balance of the mold. 3. Standardize the heat treatment process The metallographic structure of the material can be changed by heat treatment to ensure the necessary strength, hardness, dimensional stability at high temperature, thermal fatigue resistance and material cutting performance. The correct heat treatment process can get the best mold performance, and the performance of the steel is controlled by the quenching temperature and time, cooling rate and tempering temperature.

No.173, Jitai Rd., Qingmeng Ind Zone, Quanzhou City, Fujian, China

Email : machine@hongancn.com
Different models of machines available and different surface or texture of molds can be made from Shunhao Factory. Rich experience since 2002 will reduce the error-cost when you running your tableware factories.





Copyright © 2026 Quanzhou Shunhao Melamine Moulds Co.,Ltd. All Rights Reserved.
Blog ipv6 network supported
ipv6 network supported












